|
�X��̎𑠏���
�����Q�P�N�P�Q��
�������K���
���������b�ɂȂ��Ă���܂��u�X�L�[���@�E�����v
�̑����E����������K��܂����B

�V���̖��H�ɋP������m������͈�����Ղ��
�����̂��b�����Ă��������A�S���炨����������
���̑z�����`����ĎQ��܂����B
���������Ƃ́A���ݎ�舵���Ă�������̒���
�ł��Â����t�������ł��B���j���鑠���́A���z���d��
�����Č�������}�邽�߁A�ߑ�ݔ����[�����Ă��܂��B
�܂��m�����������l�Ă��쐻�������̂��g�p���Ă��܂��B
�l��s����₤���Ƃ��܂߂��̃o�C�^���e�B�[���鐧��͂ɂ���������܂��B
�����삳�g�����͖q���̗N�����g�p���Ă��܂��B
�u�i�т���N���o�鐅�͓�ŐV�������̖����Ђ����Ă܂��B

���N�̎�Ă͂�͂�n���ɂ����悤�ł��ˁB
������̒i�K�Œ��߂���܂����B
�����肱������̒��ň�ԏd�v������Ă����Ƃł�����A
�����̍��������Ă��������܂����B
�ϓ��ɂ͂��Ă���A����̒��J�����f���܂��B

���x�͒������y��ۂ������Ă��������܂����B
��R�̍y��ۂ��Ⓚ�ۑ�����Ă��܂��B

�y��ۂ͒g�����Ȃ��Ă���Ɗ����Ɋ������u�h�E����H�ׂ�
�A���R�[���ƒY�_�K�X��r�o���܂��B
����ނ��̍y��ۂ̓K���X�e��̒��ɓ�����①�ɂ̒��ŕۊǂ���Ă��܂��B
���ĕ��͎��ł́A�Ԃ����ɂ����̏𐬕��������܂��B
�܂�ʼnȊw�������̂悤�ł����A�����������n���Ȃ��Ƃ��J��Ԃ����Ƃ�
�ς��Ȃ����肵��������������̂ł��ˁB

�������Ђ������Ă��������܂����B
����̃t���A�[�Ƀ^���N�̌������������Ŋ���o���Ă��܂��B

�`���Ă݂�ƂƂĂ��₩�ȍ���I
���C��t���Ȃ�������Ȃ��̂��A�^���N�̒��܂Ŋ������
�����z�����ނ��Ƃ͐�ɂ��Ă͂����܂���B
���͔��y���ɂ͓�_���Y�f���r�o����Ă��܂�����
������z������ł��܂��ƈӎ����Ȃ��Ȃ��ϊ댯�ł��B
�ł����炱���������@��������ꍇ�ɂ͂��ꂮ��������ӂ��������ˁI
�y���������炢�Ȃ���Ȃ��ł��B
���̍���͑��ɍs���Ȃ�������܂���ˁB

�Ђ͌��C�ɂԂ��Ԃ��Ɣ��y���Ă��܂����B
�m����������N�͖����悭�o�Ă��Ă����d�オ�肾��
����������Ă��܂����B�m���ɍ��N�̂����͂��������ł���`�i�O�O�I
�����Ē������������Ă��������܂����B

�����͖{���ɐ̂���̑����ł��B
�̉Ύ������肻�̎��̏Ă��������̏��Ղ�
���z��̌����̌��Ԃ���͂�����ƌ����܂��B
���j�������܂��ˁB
�̂͂��̏ꏊ�Ŏ肪�s���Ă��������ŁA
���̖��c�����������Ō����܂����B

���̒��͐^���ÂłЂ���Ƃ��Ă��āA�ƂĂ��_��I�ȏꏊ�ł��B

���̂ق��ɂ͑������������u�v���n������Ă��܂����B
�①��������Ă���̂��Ǝv���Ă���܂������A
�����̉��x�ŏn�������邱�Ƃɂ��A
�����̉\���������o���̂������ł��B

���̊O�ɏo��Ǝ�̂���ؑ��̊������
�����̖ʉe���ӂӂƑh���Ă���悤�Ɋ����Ă��܂��܂��B
�[��Ȓ��ɂ����܂݂��������Ƃ����X�L�[���@���A
�ǂ��������ڂ��������܂��悤���肢�\���グ�܂��B
�����Q�P�N�X��
��̌���������K���
��̌��������ɂ͂����Ԃ�v���Ԃ�ɖK��܂����B

�̂���n���ɂ��蓖����O�̂悤�ȑ��݂ł����A
����K��č�c�В����炲�ē����Ă��������A�n�Ǝҁu���P���q�v����
�Ɛт⌻�݂̎��g�݂ɂ��Ă��낢��Ƃ��b�����Ƃ��ł��܂����B
�܂��ɖڂ��炤�낱�ŁA�킪�̋��̈̐l�`�ɂӂꊴ�����܂����B
�O�C�̎В�����́A����l�����j�ŗL���Ȕ�������ł����ˁB
�a�m�łƂĂ������̂悢�f���炵���В�����ł����B
�����Č��В��ł����c������A�f���炵���o���̎�����ł��I
�T���g���[�̏��i�J����S�����A���̂b�b�������⍕�E�[��������a�������܂����B
�o�C�^���e�B�[�Ɉ�ꑏ���ȕ��ŁA�u��������R�[�X�Ƃ����Ă�R�[�X�ǂ���ɂ��܂����H�v
�Ƃ�����A�����Ă�ł��肢���܂����i�O�O�I�{���Ƀp���t���ł���I�I�I
�͂��߂ɐ��P���q�����ق��ē����Ă��������܂����B�����Ƃ�������w�i��
����n�Ƃ��������y���l�����u���P���q�v�͔_���~�ς̂��߂�
�V�����Y�ƂƂ��ă��C������ɒ��ڂ��܂����B
��\�̎��ɎR���Ńu�h�E�͔|�̏������w�сA��\�O�̔N�Ɏ���̒뉀����
�ʎ��͔|���n�߂܂��B�����O��̒T���S�ŁA�����̓c��ڂ�
�y�n��蔄�肵�������Ŏ��X�ɐV�����u�h�E�i����w����
�ǂ�ǂ�L���Ă����܂��B�l�ގx���ɂ��M�S�ŁA���������Ȃ��l�����Ɍق��������ł��B
���[���b�p���̊_���d���Ăɂ��A�u�h�E���͔|���Ă���̂ł����A���̒n�͍���n�ł�����
�Q���[�g���ȏ�ɐ��炳���Ȃ���Ȃ�܂���B���̍����ł��ƁA
���ꂾ�������̕����̎������s�����Ƃ͂ƂĂ��Ȃ���ςȂ��Ƃł��ˁB
�����ɂ��u���P���q�v�̑���ȋ�J���������̂ł��B
�����͍������钆����ł�������߂��A�Ђ����炱�̒n�ɂ����������i��̍�o��
�v�����܂����B
�Ȃ�ƌ��ݖ�ꖜ�i�����z���A���̒�����Q�Q�i��𐢂ɑ���o���܂����B
���ݓ��{�ō͔|����Ă���Z���̕����́u���P���q�v���g����Ă���Ƃ������Ƃ�
�[�����܂��ˁB��͂胏�C�������̕��ł��ˁB
�܂��A���C������ɂ��������[���b�p�ł������s���Ă��Ȃ�����
��𗘗p�����ቷ���y���s���Ă��܂����B�������ł��ˁI�I
���č��x�͕������̂ق����ē����Ă��������܂����B

���̎Ԃɏ�荞�ݏ������R����o��ƌz�镽��̗Y���
���߂����͓I�ł����B

�������̒[�̂ق��Ƀo���̉Ԃ��A�����Ă���
���킢�炵���o�����炢�Ă��܂����B�Ȃ�����ȂƂ���ɂƎv���܂���ˁH
���̓o���͔�r�I�a�C�Ɏア�A���Ȃ̂ŕ����̖�������a�C������������
�������������o���ɏǏo�邽�߁A�����i�K�ő��Ă���̂ł��B
�Ȃ�قǂł���I�����ڂ������ł����A�̂��Ƃ��̃o���͓D�_�悯�ɂ��Ȃ����悤�ł���B

���݂��u�h�E���͓��X�̌����̂悤�ł��B��̖��ɓ�[���点���@���s���܂��B
�G���͊��������ق��������Ǝv��ꂪ���ł����A�����ċ����͂����߂邽�߂�
�c���Ƃ����������͔|�����s���čs���Ă��܂��B

���̌����ȁu�}�X�J�b�g�x���[�`�v���h�Ɏ����Ă��܂���ˁI

�В����H�ׂĂ����̂ŁA�����ς��̂��낤�ȁ`�Ǝv���Ȃ���
�������������Ă݂���Â��Ă��������̂ŋ����܂����B���x���ǂ�����Ă��܂�����B

�Ō�ɒ����ɂł�����P�����������Ă��������܂����B
���x�K��Ă���̂��鑠���ł���ˁB
���̏ꏊ�ŃN���b�V�b�N�R���T�[�g��
�s����Ƃ̂��ƂŃ��C���𖡂킢�Ȃ��畷������ō����ȁ`�B

�X�p�[�N�����O���C���̃I���������Ă�����̂������܂��B

���������o�b�N�ɎВ�����Ǝ��B
�Ă̋����������̒��A��Ƃ͑�ςł��ˁB
��̌����C���́A�@�ׂœ��{�H�ɍ����m���ȃ��C���ł����B
�����Q�P�N�W��
�����@��K���
�����@����́A�b�܂ꂽ���R���Ɉ͂܂ꂽ�����s�����Ƃ���
�n�ɂ���܂��B
 �@ �@ |
�@ |
���X�Ƃ̂�����͂Q�T�N�ʂɂȂ�܂��B
�������č���K�ꂽ�̂́A�P�O�N�U��ʂ��Ǝv���܂��B
�����̑O�͋x�����܂ɒʂ鎖������܂������A��������
�����������Ă��܂��܂����B
�𑠌���������������͎�[�������������̌����Ȍ����ŁA
�O�ς���������������Ȃ����z���������܂��B
���̌o�c�͏����w���̎В�����Ɖc�ƒS���̒킳��̌Z���
�s���Ă���܂��B
���̓��́A�В����o������Ă���Ƃ������ƂŁA�햱�����
���ē����Ă��������܂����B
���������ɓ���Ƃ��̑����̈�Ԃ̎����ł���u�N���v���ڂ�
��э���ł��܂����B
 �@ �@ |
�@ |
�����ł����̑��̒��ɂ͟��X�ƗN�������N���Ă���̂ł���܂��B
���̌��i�ɂ͂�͂��������܂��ˁB
���̐��ʂ͖����U�g���I�͊����邱�Ƃ�m��Ȃ��ǎ��ȕ������́A
���̓��������悭�N���o�Ă��܂����B
�q�V���N�ł��������������Ɠ�炩���ł��ˁI
���Ƃ��ꂪ�܂��₽���ċC�����������`�B
�u�������͈Ⴄ�ȁ`�v�X�C�J����₳��Ă��Ĕ����������ł����B
�①�ɂŗ�₷�������������₦��̂������ł��B
 �@ �@ |
�@ |
���đ��̒���q������ƁA���ł͒������Ѝ����Ƃ�������ł��B
���ł͂��������E�l����͂��Ȃ��悤�ł��ˁB
�V�䂪�����J�������_�ŁA���j���������܂��ˁB
�����͋ݔ��ɂ����肵�����x�Ǘ����s���Ă��܂��B
�Â��č����̍����������Ă��������܂����B
�������̍����͋��X�܂Ő��|���s���͂��Ă��萴���ł��ꂢ��
���̍��肪�������ɂ��܂����B�����̒��ɂ͒f�M�������菄��
����Ă���A����̍Ő����̎��ɂ͎���40�x�ɐݒ肳���Ȃ���
3�����Ƃɐ������̊ԐQ���̍����肪�s����̂ł���܂��B
 �@ �@ |
�@ |
�X�ɑ�����i�ނƎ𔔎��Ē��p�̉��S���������킪����܂����B
���������̐V�N�Ȏ𔔂����̑��u��
�Z�b�g���A�����Œ��J�ɏ������܂��B
�����@�̏Ē��u���v�̓X�g���[�g��b�N�Ŗ��키�̂�
�����ł���I
���Ă��悢�撙���ɂ̒��������Ă��������܂����B
�咆���̒����^���N���������ɕ��ׂ��Ă��܂��B

�햱�ɂ��ē����������Ă���ƁA�Ⴋ�m���ł���u��Γm���v��
�����܂����B
��Γm���͑��ɓ����ĂP�U�N�Ȃ�܂����A���̊ԓ��ɂ킽�薼�m���̉���
�o����ς݂܂����B����͑z����₷��̌��������悤�ł��B
�����������o��������t�����ݓm���Ƃ��ĕi�]��ɂď܂����^�����
���͎҂ł���܂��B���̂悤�ɎႢ�����V���̎�ɍv������Ă����
�������Ƃ͔��ɂ��̂��������Ƃł��ˁB
��肪���ɂ��ẮA�u��͍y��Ƃ�������������ɂ��̊�����
���Ɏv���`���Ȃ���s���Ă����Ƃ��������Ƃ���ԓ���Ƃ���ŁA
�����̖ڎw�����������o���オ�肻���Ă��q�l�Ɉ���ł�����������������
�����Ă�������������������Ĉ�Ԃ̎����̏u�ԁv�Ƙb�����
���܂����B������y���݂ł��ˁB
�����@�����҂ɂÂ��B
�����P�W�E�P�O��
���ʍ��ɕ�����ɍs��
���������b�ɂȂ��Ă���A�����u�X�L�[���@������t���R�v���Ă��镐�������ɍs����
���ʂ�����Ă��܂����B�i���������ɂ͂������ӂł��I�I�����������߂ł���I�j
��N�����̉ł�����Ă����̂ł����A�X��̎�������������Ȃ��̂͏�Ȃ��̂Ŋ撣��܂����B
���ʂƂ́A�𑠂̌���ɒ݂邵�Ă���ۂ��`���������̂ŁA����͎��͐��̗t���ۂ��ł߂����̂Ȃ̂ł��B
�ł͂���͈�̉��̖ړI�Œ݂邷�̂��Ƃ������Ƃ��ȒP�ɐ��������Ă��������܂��B
�����Ȏ𑠂ł́A��N�Ԃ̒��œ��Ɋ����Ȃ�n�߂�1�P��������R�����܂ł������d���܂ꑢ��o����܂��B
���̊��Ԓ���1�N�����Ĕ̔�����邨����A�����A�r�l�߁A�Ǘ�����Ȃ�����v�ɂ��킹�Đ����o�ׂ��Ă����܂��B
���ʂ͎��ɓ����čŏ��̂��������ꂽ�Ƃ��ɁA��N����Ă邳��Ă������ʂƌ������܂��B
�܂�A���N���V�����o���܂�����I�Ƃ��������̂o�q�Ȃ̂ł��ˁB�F�l���𑠂̑O��ʂ����Ƃ��ςĂ݂Ă��������ˁB
�@ �@ �@ |
�@ |
���ꂪ�������܂̂���ɂȂ���̂ł��B
�|���Ȃ��č�������̂Őj���ł�������
�Œ肵�č���Ă���A���̌��Ԃɑ}����
�����܂��B |
�����삳��̒�ɂ��鐙�̗t���g���܂��B
�傫�ȃ_���{�[���ɎR���肢���ς��g��
�Ƃ�����������ł��B
���̂�������ł��ȁ`�B |
�@ |
�@ �@ �@ |
�c�̘g�ɐ��ʂ����イ���イ�ɋl�߂Ă����܂��B
�߂��Â��Ƃڂ����Ɣ����Ă��܂��܂��B
�����Ƃ��͂�������̂Ŏw�悪�ɂ��ł��ȁ`�B |
������ƈꑧ�B
�������������������ł��ȁ`�I
�E�l����ɂȂ����C���ł��B |
 |
 |
���̗t������ł����Ƃ��肬�イ���イ��
�߂����̂ł��B
�Z�T�~�X�g���[�g�̐l�`����!! |
�����A���悢�抠�荞�݂ł��B
�v�������芠�荞��ł����킯�ł���
�}�͍d�����肪�ɂ��E�E�B |
 |
 |
�������ۂ����Ă����Ȃ���E�E�B
���������猩���肱�������猩����B
����ł��ȁ`�B
��������C���ł���܂��B
�u���q���肠���͂ǂ�����܂���?�v |
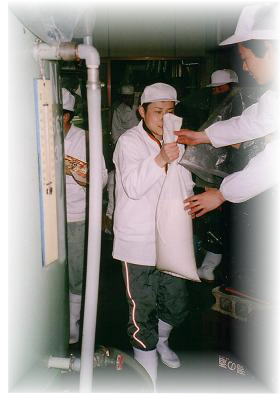
�J�n����4���ԁA�悤�₭�����I
��J�̍b�オ����A
�ڂ̋l�܂������ʂ��o���܂����B
���X�ɏ����Ă���܂��̂�
��낵����Ό��Ă���Ă��������B |
�����P�V�E�R��
�n���̂��q�l�ƕĕS�U�̓ȑq�֑����w�ɍs��
���X���ɍ��c�o�X�Z���^�[�ɏW���������z�㒷��
�ȑq�֍����o�X�ɏ���Č������܂����B
�R���Ƃ����̂ɐႪ�~�芦�������I�I
�ł����͋C�͖��_�ł����玄���C�����n�C�ł��B
���߂ĖK�ꂽ�𑠂ɊF����̊���̐��I�I
�y�����s�����Ƃ��o���܂����B
 |
�Ⴊ�~�肵���钆���������̒��������܂��B
�F���߂𒅂ċْ��̏u�ԁI�I |
�@ �@ �@ |
�@ �@ �@ |
���q���̍P�傳��ɂ��ē����Ă��������܂����B
�܂��͐��ď��ł��B�����Ȏ𑠂Ȃ��玩�А���
�@�����L���Ă���Ƃ�������̑��̔���������
��ɑ���v������������܂��B
|
�܂��͎d�������B���ɗN���o���ː���
�N�Z���Ȃ����Ƀ}�C���h�B
�����̂���Ă����̗ǂ��͍��E����܂�����
�������{�ł��ˁB
|
 |
 |
��Ƃ͏I����Ă��܂����A�����Ɉē����Ē���
�܂����B���ň͂܂ꂽ�����ɂт�����ł��ˁB
�S�O�x�ȏ�̎����̒��ō�Ƃ��s���܂��B
�܂��ɏd�J���ł��ˁB |
��ꑢ������镔���ł��B�����̌����
���B�����ȃ^���N�Ō��C�̂����y����ʂ�
�|�{���܂��B
���ۂɑ����Ă���Ƃ�������ꂽ��ǂ�����
�̂ł����E�E�B
|
�@ �@ �@ |
�@ �@ �@ |
���W���ςݏd�˂��Ă��܂��B
�����p�̕č���Ƃ��Ɏg���܂��B
���̔��z���������������S�������ł��B
�ߑ㉻���i��ł��̂̂悳�͏��ɑg��
����ł��܂��ˁB |
�u���͂ǂꂭ�炢�ŏo���オ��̂��v�Ƃ��A
�u���͔��������̂��v�ȂNJF���₳��
�P�傳������Ղ����b���Ă���܂��B
�F�������s���Ȃ����l�q�ł����B |
�@ |
�@ |
���̕����͂ƂĂ������
�F������тł����B
�S�Ĕ��y���I����Ă��܂������A
�F����̖ڂ��P���Ă��܂����ˁB |
������ʂɉĂɔ����\��́u��Ă̎��v��
���ܖ����������܂����I�I
�܂��܂��r�X�����ƂĂ��͋��������B
�S�����オ�y���݂ł��B
|
�@ |
�@ �@ �@ |
�����̏u�ԁI�I
�u���̏�Ȃ������ł��I�I�v |
�����������ɖ��킢�܂��ȁ`�B
���݂��ƁI�I |
 |
�В�����Ƃ�����ɂĎ���������
���������܂����B
�ĕS�U�����Ƃ̊F�l
���ł��������A���������ʂł��B
�ȑq����{���ɂ��肪�Ƃ��������܂����B |
�g�E�P8�E�R�E�X
�����@�z�T�ጎ�ԁ@���đ����邵���
����łS�N�ځA�����瑠���ɂ��ז����ď��đ����������ɍs���Ă��܂����B
���̒��ɓ������u�ԁA�����킵����������D��ɍ���
���N�̂����̏o���̂悳�ɐS���S���ō��ɂނ����܂����B
���l�̎w���̉��A�����O�̎��������ƍ�ƂɎ��|�������̂ł���
���̓��͂ƂĂ������A�����ĊԈႢ�Ȃ������J�����o�������l�B�̋�J�������܂����B
��͂�A��Ɉ�Ă�ꂽ�����́A�ԈႢ�Ȃ��ō��̔��������ł����I�I
��ɊǗ����A��{����ɔ̔����Ă��������Ɗ����܂����B
 |
 |
����݂����������^���N��
�������ɑ܂��ꖇ����
�Z�b�g���āA������l��
�R�b�N���Ђ˂�܂��B
|
�R�b�N�̒�����܂ɓ����ʂ�
�������Ȃ��Ȃ����
����Ȃ��ƂƂĂ��_�o���g���܂��B |
 |
 |
����݂��l�߂�ꂽ�܂�
������l�̐l���R�Ŕ���܂��B
�R���r�l�[�V�������d�v�Ȃ̂ł��B
|
�肪�₽���Ă�������ŁA�ȒP��
���Ƃł��Ȃ��Ȃ���ςȂ̂ł��B |
 |
 |
���ꂱ�����A�����̌|�p�̌�
���đ������̂���݂�
��������l�܂����܂ł���܂��B
�Ђ������낤�I |
���̑܂���H�藎���邨������
�₩�Ő_��I��
�M�d�Ȃ����Ȃ̂ł��B
���܂�Ȃ��F�����������I�I
|
 |
 |
�ꏡ�r���P�O�{����l�r�ɁA
�������������[������Ă����܂��B |
���̂悤�Ɏ�r�ɂ���ł���
���̌��i�͂ƂĂ��������B
�������܂��B
|
 |
 |
������́A�M�̒��ɂ���݂̓�����
�܂��d�˂Ă����A�d���ڂ���
����Ă����܂��B
|
���̂悤�ɑ܂̒��ɂ���݂�
�����Ă����܂��B��t����
�����ƒ��x�[�܂�܂��B |
 |
 |
����͒P���ȍ�ƂȂ̂ł���
�鑤�������������\����ǂ�
�����ɂ��Ȃ�܂��B |
����݂̓������܂́A�D�̒��ɁA
�����J�ɏd�˂Ă����܂��B
�o�����X�������ƕ���Ă��܂��̂�
�T�d�ł��B
���̍�Ƃ���Ԃ��������ł��ˁ[�B
|
 |
 |
��Ƃ��I���A���x�͓m������
�����Ȃ莎���������Ă��܂��܂����B
|
���p�������������яo��
���̂�������������ς藝��s�\�ł��B
�m������Ă�͂��ςȎd���Ȃ̂ł��ˁ`
�����撣��Ȃ��ẮI�I
|
�����A��X�����̂��߂ɁA�F�X�ȕ�������@���
�����Ē����L��������܂��B
���ꂩ������݂��͂����킹�Č��サ�Ă����܂��傤�I
����Ƃ��X�������肢�������܂��B
�P�V�E�P�P���E�Q�S��
�u�z�T�ጎ�ԁv��̔����Ă������X�̕���s���܂����B
���̕���͔N�ɐ���A�z�T�ጎ�Ԃ���舵���Ă���
�����������W�܂��ĕ�����s�����݂����サ�Ă����ړI�̌�
�s���Ă��܂��B
����́A�������̋Z�p�����コ����悤�A������
�l�X�ȏ����̉��ňӐ}�I�ɗ�����������m������
���O�ɑ����Ē����A���ꂼ��P�O��ނقǗ����Ă݂܂����B

�肵�Đ����ُL�����I�H
�P�O��ޕ��ׂ�ꂽ�قȂ邨����[���痘���Ă����܂��B
�ُL�ɂ͔������Ă��܂��ߒ������邻���ł��B
����̉ߒ��Ŕ������Ă��܂�����B
�����āA�������ɔ������Ă��܂�����B
�X�ɐ����H���Ŕ������Ă��܂�����B
����̉ߒ��Ŕ������Ă��܂�����̒��ɂ�
�@�؍��l�L�i�Ⴂ�A�L���A�����ۂ��j
�A�_�C�A�Z�`���L�i�������荁�ŁA�����グ��̐��т̍���B�܂�����݂��Ⴂ�i�K��
�����Ă��܂��Ƃł�B�܂����ɂ��߂����ő���A���Ԃ�u���Əo�Ă��鎖������B
�B�G�X�e���L�i�i�C�����̂悤�Ȃɂ����j
�C�_�L�i�|�_�̂����ς�����A�ӂ�����З����ɂ����́j�Ȃǂ�����܂��B
�܂��A�����ɂ�蔭�����Ă��܂����̂̒��ɂ�
�@���V�ˍ��i�������퉷�łQ�O���ȏ���u����Ƃ��킶��Ɣ�������j
�A�����L�i�����ɒ����ԓ��Ă�ƂĂ��߂�ł��B���V���Ɏ��Ă��܂��B�j
�B�V���i�P�N���ȏ�퉷�Œ����������̂𗘂��Ă݂܂������A
��͂肩�Ȃ�L�݂��o�Ă��܂����B�j
��������܂��B
�����āA�����H���Ŕ���������̂̒���
�@�Y�L�i�Y����������g���������h�߂���ƒY�̍��肪�c��j
�A�h���L�i������h�߂̍ہA�h�������I�ɕς��Ȃ��ƎG�ۂ��ɐB���ُL���������܂��B�j
�B�L�i������A�܂�ۂɂȂ��ڕ����Ȃǂɂ������蔔���c���Ă����ꍇ�ɔ������܂��B�j
���߂ɖډB���ł����ƃe�B�X�e�B���O���Ă݂��̂ł���
���o�Ƃ́A���ɓ�����̂Ȃ̂ł���Ɖ��߂Ċ����܂����B
����������□���A�����̗Ⴆ�Ŋo���A����ɁA���p���Ă���������
�v���܂����B
�m������A�����Ė����𑠂̃X�^�b�t�̊F����`�������L��������܂����B
����X�̕���̓��e���A�V������Ɍf������܂���
�P�V�E�P�O���E�Q�P��
��z�s���c�̂��镐����𑠂��ʍ��ɍs��
�u�X�L�[���@�����E�t���R�v���Ă��镐��������
�s���āA���ʂ�����Ă��܂����B
���ʂƂ́A�𑠂̌���ɒ݂邵�Ă���ۂ��`���������ŁA
����͎��͐��̗t���ۂ��ł߂����Ȃ̂ł��B
�ł́A����͂����������̖ړI�Œ݂邷�̂�
�ƌ������Ƃ����b�����Ă��������܂��B
�����Ȏ𑠂ł́A��N�Ԃ̒��œ��Ɋ����P�O�����{������R�����܂�
�������d���܂ꑢ��o����܂��B
���̊��Ԓ��ɂP�N�����Ĕ��邨����A
�����A�r�l�߁A�Ǘ����Ȃ�����v�ɂ��킹�Đ����o�ׂ��Ă����܂��B
���ʂ͎𑠊��ɓ����čŏ��̂��������ꂽ�Ƃ��ɁA
��N����Ē݂邳��Ă������ʂƌ������܂��B
�܂�A���N���V�����o���܂�����A�Ƃ��������̂o�q�Ȃ̂ł��ˁB
�F�l���𑠂̑O��ʂ����Ƃ��ςĂ݂Ă��������ˁB
 |
 |
���炩���߁A���̕���������
�����������A�|���Ȃ���
�ۂ��{�[����ɂ������̂�
���̗t�����イ���イ��
�l�߂Ă����܂��B |
���̂悤�ɁA�Z�T�~�X�g���[�g��
���b�N�̂悤�ȃ{�A�{�A�̉�
�o���オ��܂��B
�����܂�2���Ԃ��o�߁B
�����肪�肻���ł��B |
 |
 |
�E��̂ڂ��ڂ��ɂȂ��Ă�����
�̂��̂��A�܁[�邭�J�b�g���Ă����܂��B
�Ƃ̉�����́A���e�t�̎��i��
�����Ă���̂ŁA���Ȃ�
���҂��Ă��܂��B
�K���o�b�e�N���[�B |
����Ɗۂ��Ȃ��Ă��܂����B
�������ł��ȁ[�A���S���܂��B
�ł����̖т̂悤�ɂ�
�ȒP�ɂ����Ȃ��悤��
�ނ��������̂ł��B |
 |
 |
�悤�₭�܂�ۂɂقڊ����I�I
�ł����A�܂��܂��蒼����
���Ȃ�������܂���B
�������Ȃ��炱�̓��͎q����
�K���������邽�ߖ����ă`�������W�I
���C���X�Ȃ̂�
�o���オ�肪�y���݂ł��B |
���ɏo���オ��܂����B�I�I
���X�̑O��ʂ����為�Њς�
������������B
���N�����������V�����o���܂��悤
�S���牞�����Ă��܂��B
���l�����͑�ςł���
�撣���ĉ������B
|
�Ō����������l�A�������̂悤��
�̌��������Ă���������ϊ��ӂ��Ă��܂��B
��������͂Ȃ����Зl�́u�����v�̔̔���
�w�͂��Ă��������Ǝv���܂��̂ō���Ƃ�
�X�������肢�������܂��B
|
�P�V�D�P�O�D�P�V
���Ύs�@�}�X�J�K�~�𑠂ɍs��
 |
�}�X�J�K�~�𑠂���Ƃ̂������
������P�V�N�قǑO�ɂȂ�܂��B
���̑����́A�Ƒn�I�Ŕ��Ƀ��j�[�N��
���z�̎В����A�F�X�ȃA�C�f�A��
���{���ƍ������킹�A��Ɋy���ݐ[��
���قȂ������肪���Ă���܂��B
����ȎВ�����Ƃ��b�����邱�Ƃ�
�s���l���Ă��鏤���̃q���g������������
���ז����܂����B |
 |
 |
�В�����̎�ł���
�Ô��p�i���W�߂����B
�傩�炵�ĂƂĂ��d����
���e�ł����B |
�����̒����ɂ́A�̂���𑠂�
�g���Ă�����������邽�߂̓���
�u�M�v�����݊����_�ɂǂ������
�\���Ă��܂����B
|
 |
 |
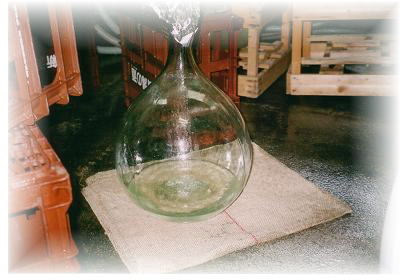
����́A���Ȃ�̂̂��̂ł���
�v�ŏo���Ă��邻���ł��B
���Ɏ����܂��B
��ɏ����Ă��钤���́A�n����
�ς�����I�u�W�F������Ă���
���̒��蕨�ł��B
���C�ɓ��肾�����ł��B |
�Ƌ�ⓩ��̌Ô��p�i��
��������A����������
�݂Ă����Ƃ��ꂼ�ꂪ���o���ꂽ
�w�i���z��������ɋ����[��
�ώ@���Ă��܂��܂��B |
 |
 |
���̓���ɁA��Џ����Ă����
���Ƃ��a�݂܂��B
���̂悤�ɂ��������̓���ɉԂ�
�����Ă���܂����B
�В�����̃Z���X�̂悳���f���܂�
|
��̕ǂɃf�B�X�v���C�p�Ƃ���
��̂̏��O���U���t���Ă���
�z�������܂����B
��������t���Ă��܂����B
���G�ɏo���Ă���̂�
�Ȃ��Ȃ��ȒP�ɂ͊J�����
�Ȃ������ł��B
�̂̐l�͂������ł��ˁB
|

|
�����̑O�ŎВ�����ƁB
�����Ԃɓn��A�F�X�Ƃ��b�����Ă�������
�{���ɗL��������܂����B
����̏����̗�݂ɂȂ�܂����B
�ݎ�������́A���Ԃ�ǂ��H�����
�u�H�̏��v�͍ō��ɔ��������ł���B
|
�P�V�D�W�D�R
�����@���ۂݐ�

�����̂������ׂĂ̗������ł��B
�S���f���o���Ă����������Ȃقǂ����ς�����܂��B
 �@ �@ �@
�@ �@ �@ 
�n���������𗘂��܂����B
�n�����i��ł�����̏n�x�A���苤�Ƀo�����X�̂Ƃꂽ���̂Ȃǂ��낢��ł����B
���N��Ԃ̂������߂͉z�T�ጎ�Ԃ̏��Ăł��B

�����P�V�N�Q���Q�W��
�z����l�̑�����z����ցA
���ł͂قƂ�nj��邱�Ƃ��o���Ȃ��A�M�i��̌����
�����Ă��������܂����B
 |
 |
�o���オ��������݂͒O�O��
�����������Ȃ���z�[�X��
�z���グ���܂��B |
�z���グ��ꂽ�����́A
��U���̉��Ɉڂ���܂��B |
 |
 |
����݂��X�ɉ�����
�z�[�X��`����ăZ�b�g�����܂�
���Ɉ���������݂܂��B |
�܂�܂����Ȃ��悤�Ɉ�܂���
���݂ɒ��J�ɏd�˂Ă����܂��B
�������ƕ��ׂ邱�Ƃň��͂�
�ϓ��ɉ����_�炩�Ȃ�����
����܂��B |
 |
 |
��K����̕��i�B
��l�̋C������Ȃ���
�|�����Ȃ��̂ł� |
���ł́A�قƂ�ǂ݂��Ȃ��Ȃ���
�M�i�蕗�i�ł��B
�l�̒g���Ȃʂ����肪��������
�������������������
����Ă��܂����B
|
 |
���߂ׂ̍��ȏ_�炩���D����������
�ۂ��ۂ��Ɖ��𗧂ċP��������Ȃ���
�����Ƃ��Ēa������u�Ԃł��B
|
�g�E�P�V�E�R
�����@�z�T�ጎ�ԁ@���đ����邵���
����łR�N�ځA�����瑠���ɂ��ז����ď��đ����������ɍs���Ă��܂����B
�邵�i��̂����́A���R�̏d�͂œH�藎���邨�����W�߂����́B
���Ă͓��ɖ��x���Z���̂ŁA���̂ɂƂĂ����Ԃ�������܂��B
�����ō�������������ē��Ɉ���N���܂����B
�ܘ_�A�������̓T�C�R�[�I�I
 �@ �@ |
 |
�^���N�������݂���܂���������
�܂��B
���ꂷ���Ă��A����Ȃ����Ă�������
����A��ɋْ��̘A���ł��B |
�u�����A�d�����ǂ�����ā`
��������܂�����v
����̈������ł̍�ƂȂ̂Ŏ肪
�v���v�����Ă��܂��B
|
 |
 |
���ꂽ�܂݂͒邷�l�Ɏ�n���܂��B
���ڂ��Ȃ��悤�ɂ��₭���J�ɁI |
�ǂ��ł��B�啨�ł��傤�I
�����Ă��邾���ŁA��i�ʼn₩��
���肪�L����܂��B
|
 |
 |
�݂邵��ƏI���I
�X�e�����X�^���N�Ɋ|����ꂽ�ڂ��ɂ�
�������ƕR������t�����A����݂�
���ǂ���������Ɣ[�܂��Ă��܂��B |
�ۂ��ۂ��Ƃ�����������菭������
�H��l�͔��ɐ_��I�I�I
��H��H�����炫��ƋP���A
��̂悤�ł��B |
 |
 |
�݂邵�p�̃^���N�ɓ��肫��Ȃ�����
����݂́A�����܂̒��ɓ�����
�M�̒��ň�܂��d�˂���
����������܂��B |
���̏M�̏�̕��܂Őςݏd�˂���
�ォ��d���ڂ��ď��������܂��B
|
 |
 |
�܂̒��ɋ�C������Ȃ��悤�Ɍ���
�܂�d�˂Ă����܂��B
�����܂��Ă��邾���Ȃ̂ɔ��
�o���Ȃ����̂Ȃ̂ł��ˁB
�v���̋Z�͐����I�I |
�������Ԃ��}���܂����B
���ꂭ�炢�ɂȂ�ƉB��Ă���������
����Ă��āA���ꂪ�܂����܂���ł��B
��������Ă��Ă����ł���
|
�g�P�Q�D�R�D�V
��z�����w�w�@���̊F����Ɠȑq�����
 �@�@ �@�@ |
 |
��Ă������ׂ̊��B�N�G�̓���悤�Ɋ��S�B
���̏�ɂ��Ă������������ڂ��ď��グ��
�̂ł��B |
���Z�Y���m���Ɠȑq�ꖱ�����
�͂ݑ��̒��ŁB
�f�p�ŗD�����m���̐l�������āA
�ꖱ�̂܂��߂Œ��J�Ȑ����ɊF����
���Ă��܂��� |
 |
�F�Ŋy�������������ĕS�U�𖡂킢�܂����B
�ĕS�U�́A�����������ō��ɂ��炵���I�I |
�������N��
�����̒���Ɏ��
���ɍs���B��T�Ԃ̔��܂荞�݁B
��̍~�肵���銦�̎���
�����^������
��̕��̂���
�𑠂ň�T�Ԃ����b�ɂȂ�܂����B
�͂��߂Ă݂���i�͂NĴ��A���ł����B
���āA���ĉ^�сA���Ă̕Ԃ�
�Y���A���A���߁A
���l�̏�M�A��̑f���炵����
���Ŋ����A�����̈̑傳��Ɋ��������܂����B
 |
 |
���d���̍��ł�����A���\��
�Ⴊ�~��܂����B
��͚����z������C����
���Ă���܂��B
�����������{��ɂ�
�������܂���I
�����O�Ɏʂ��Ă���`�F���L�[��
�햱����̈��Ԃł��B |
�A�����ċ@�I
��Ă̒��S�ɂ͗ǎ���
�ł�Ղ��܂܂�Ă��邽�߁A
����ς����A������������O���̕���
�����K�v������܂�
���̍�ƂĂƂ����܂��B
���ĕ������p�[�Z���g�Ƃ͂���
������̂��Ƃ������܂��B
���̋@�B�ł������Ǝ��Ԃ�
�|���Ă����ɂ��������Ă�
���ĕ����ɖ����Ă����܂�
���Ȃ݂ɑ����Ȃǂ�
�N���X�ɂȂ��
3���ԘA���Ŗ��������A
35�p�[�Z���g�܂Ŗ��������܂��B
|
 |
 |
����ԁA��Ă������ꊘ�̏ォ��
���C���N���オ��܂��B
���C�g�A�b�v����Ă��ĂƂĂ�
���͋C������܂����B |
�^�~�ɒZ�p���A�����͊�������
���C�ŏ����̉��̂���
���₭�X�R�b�v�ŏ����ȉ��Ɉڂ�
�ς��܂��B
��ςȍ�Ƃ̈�ł��B |
 |
 |
���̕����̓X�M�Ɉ͂܂�A����
�S�O�x�ȏ�ɐݒ肳�ꂽ�����ł��B
�����ŕč���܂��B
�����̂ŗ��ɂȂ��Ă̍�Ƃł��B
���̓��͏����������̎w����
�����搶���w���ɗ�����
���܂����B��O�E��
��̒��ŕč����肪
��ԏd�v�Ȃ̂ł��B
��O���ŕč����o���オ��܂��B
�����Ȏ𑠂ł́A�F�ō�Ƃ�����
�Ȃ���s���Ă��邽�߂��̕����ɂ�
��������(�ܘ_�钆���Q����
�����Ɂj������Ƃ��s������
��������o���肷�邽��
����E�����蒅����Ƒ��l��
��������ςł���B
|
�E���m����ň̐l�Ɖ̂�ꂽ
������������B
��ň�ԏd�v�ȃ|�C���g
���Ăɕč�����܂��Ă��鏊�ł��B
�܂��ɋْ��̏u�Ԃł��B
���Ăɕt�������킪
���Ă̒��Ɍ������č��₵
���̂ł�Ղ��h�{�ɂ���
�E�q���炩���܂��B
���̖E�q�����J�ɂȂ�̂����v
����ĊO�C���x����C�ɉ�����
�X�g�b�v�����܂��B
�炫�����Ă������ȉ߂��Ă�
�������������ɂȂ�č��ɂ�
�Ȃ�܂���B
�܂��ɓm���̒��N�̊��ƌo��
���Δ��������������߂�̂ł��B
|
 |
 |
���m���̋g������ł��B
���X�̈̋Ƃ𐬂�������
�x�e�����m���̂��Ƃ�
�����ƕ����d��
�N�X���͂����Ă��܂��B
�l�����肪�ǂ��C�̗���
�D�����l���ł��B
���ꂩ������肵����
�撣���Ă��������ˁI�I
|
�������͂���݂�܂ɓ����
���̏����ȃX�e�����X���̏M��
������舳�͂������Ȃ���
����Ă����܂��B
���̒������̃f���V���X�ȍ����
�₩�ɍL����܂��B
���̌����Ȃ�����グ��
���߂ɂ́A���l�̕��X�Ȃ��
�w�͂������Ă��炱���Ȃ̂ł��B
���͂��̋M�d�Ȍo����
�ʂ����{���̑f���炵����
�ĔF���������܂����B |

|